丸穴加工
「φ」穴
穴径の精密度と内径面粗さの精密度も要求される精密な穴加工です。
例えば「φ5」と図面に記載があった際、径が5ミリより小さいドリルを使って、φ5を狙い製作をします(公差の記載がなければ、一般公差範囲内に仕上げます)。
「キリ」穴
例えば、「5キリ」と図面で記載されていた場合φ5のきりもみドリルでの穴加工を示します。磨耗したφ5のドリルでも、精密度が悪い工作機械を使ってでも、φ5のドリルで穴を開ければよいという考え方です。穴の精密度が必要であれば、公差を記入しておけば問題はありませんが、通常は「キリ」と指示された場合、「その内経はキリで加工した面でよく、粗さの精密度も求められないもの」と一般的に考えられています。
「φ」と「キリ」では手間や工数(時間)に差があり、それはコストに反映されるため図面で指示する際は注意が心要です。
「リーマ」穴
φ穴の加工と同じで精度が求められる際に指示がされる加工方法です。よくリーマ仕上げなどと呼ばれています。リーマと呼ばれる仕上用の刃物を使って加工を行います。
「打ヌキ」穴
プレスでの穴加工の際に使われる言葉です。
「イヌキ」穴
鋳物の穴加工が必要な箇所に、中子(なかご)を使って鋳物の材料が流れない場所を作り、穴を残す加工方法です。
「ザグリ」
ネジ穴の箇所にオスネジの頭部が出ない様に作る、一回り大きな穴のことを、「ザグリ」と呼びます。
また、ボルトやナットの座りをよくするために表面をさらう加工も「ザグリ」といいます。
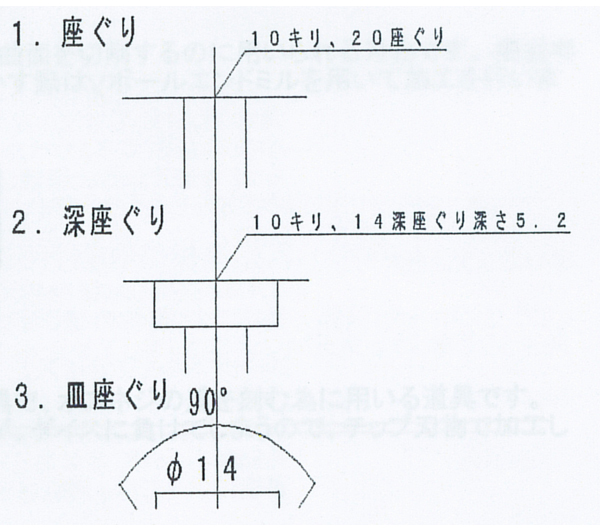
座ぐり
通常の座ぐりは真っ直ぐの穴加工に対して表面をさらっておく加工を座ぐりといいます。
深座ぐり
よく「10キリ、14深ザグリ深さ5. 2」などの指示がされています。10のキリ穴に対して、14キリ穴で深さ5. 2掘り下げるという意味です。ボルトの頭やナットが表面に出ない様に行う加工方法です。
皿座ぐり
穴に皿ねじを入れ込む場合に皿座ぐりを行います。穴に対して、皿座ぐりの大きさと角度「φの14 90°」や、角度と深さ「90°3. 0mm」などと指示をします。
面取り加工
糸面取り
糸の様な小さな面取りを「糸面取り」といいます。 約C0,1〜0,3の面取りの事を言います。図面を見ると「指示の無い箇所は全て糸面取り」といった注意書きをよく見ます。
C面取り
カドを斜めに落とすオーソドックスな面取りです。図面に「C3」とあったら、それぞれの面から3ミリの辺を切り落とす取りになります。
R面取り
R面取りとは丸いカド部のことを言います。「R3」という指示はそれぞれの辺から3ミリ中に入った位置に中心のある半径3ミリの円状の面取りの事です。
円・球加工
円・球の形状を現す表記方法は複数あります。平面・側面図のみの図面でRと表記した際、但し書きが表記されていれば判り易いのですが、表記がなければ貫通穴なのか、深さは途中までなのか、また球面形状なのかの判断が難しいことがあります。
弊社でよく確認する事項の一つ円・球加工の表記を紹介します。
直径を表す表記方法「φ」
φ5と指示されていた際は、直径5mmの円を表します。
半径を表す表記方法「R」
R5と指示されていた際は、半径5mmの円を表します。
球の直径を表す表記方法「Sφ」
Sφ5と指示されていた際は、直径5mmの球面を表します。
球の半径を表す表記方法「SR」
SR5と指示されていた際は、半径5mmの球面を表します。
平面図+側面図があれば判断できますが、平面図や側面図のみの際、円・球加工は間違いが発生しやすい指示となります。黒鉛(カーボングラファイト)の使用される状況から考え、経験で判断がつく事もありますが「このRは、SRではありませんか?」と再確認をさせていただいています。
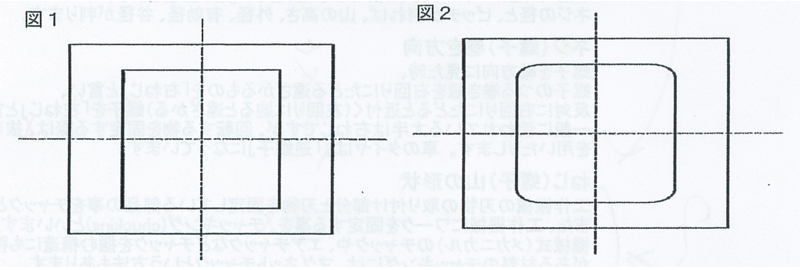
ボックス型加工
下記、ボックス型図1では直角が記入されているのですが、マシニング機械で加工をした際、どうしても図2の様にRが付きます。それは回転する刃物を使う為です。 深さの浅い製品であれば、細い刃物で、出来るだけRが付かない刃物を選定します。穴が深い製品は、刃物を細くするとブレが生じる為、小さなRで加工することは難しく、寸法によっては手加工をさせていただいています。
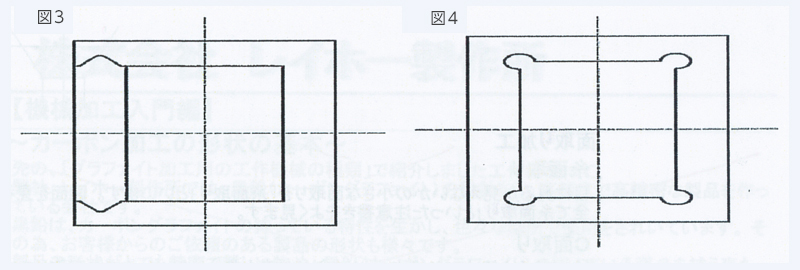
どうしても直角が必要な際は、図3の様に組み立て式にする場合や、 直角の物を差し込んで使用する場合などには、図4の様に、角に逃がしを作る方法などと使用される状況によって検討をさせていただきます。
ネジ(螺子)加工
ネジ(螺子)加工の一部を紹介いたします。
ネジ(螺子)の加工用語
ヌスミ加工(逃げ加工)
雄ネジと雌ネジをすき間無く密着させるため不完全接着部を取り除く加工を言います。判りやすく説明すると、15mmの雄ネジを、15mmの雌ネジ穴に差し込むと、雄ネジが誤差(公差範囲内) で完全に密着しないことが発生してしまう事が考えられます。この現象を防ぐために、いくつかの方法があります。
i. 15mmの雌ネジ穴の奥行きを少し長くする
ii.ナットであればナットの内径の端面に面取りをする
iii.雄のネジ山の頂点の部分に面取りを付ける
ⅳ.雄のネジの頭と胴体の根元の部分に一段深い溝加工をする(ヌスミ加工)
といった様な加工をして密着度を上げます。
ネジ(螺子)の規格
ISOネジ(メートル) 山の角度が60°ピッチがmmで規定されています。また、並目・細目と分類されており、接頭記号「M」で識別されています。
よく、「エムネジ」と言われています。
ISOネジ(インチ)
ISOで規格化されているインチ三角ネジです。ピッチが1インチ(25.4mm)の山数で規定されています。また、並目(接尾記号「UNC」)・細目と(接尾記号「UNF」)と分類されています。
通称「ユニファイ」と言われています。
ウィットネジ(インチ)
ピッチが1インチ(25.4mm)についての山数で規定されています。ISOネジと違い山の角度が55°となっています。現在はISO及びJISから除外されていますが、以前は一般の産業機械に広く使用されていました。現在の日本でも建築用途ではよく使用されています。
ネジ(螺子)のピッチ
ISO規格のネジには、並目・細目-極細目と3種類に分けられています。
更に、山と山の間隔を表すピッチというものが存在し、各サイズに大体3種類くらいのピッチが存在します。P1や、P1.25と表します。
( M8-P1.25「=メートル(ミリ)ネジ、1.25ピッチ」と、記載します)
ネジの径と、ピッチが判れば、山の高さ、外径、有効径、谷径が判ります。
ネジ(螺子)巻き方向
螺子を軸方向に見た時、 螺子のつる巻き線を右回りにたどると遠ざかるものを「右ネジ」と言い、 反対に右回にたどると近付く(左周りにたどると遠ざかる)螺子を「左ネジ」と言います。
一般に使われている大半は右ネジですが、回転する物を固定する際は抜け防止のため「逆ネジ」を用いたりします。車のタイヤは「逆螺子」になっています。
ネジ(螺子)山の形状
三角形状
山の断面が三角形に近い形状のネジです。
実際には頂部にわずかに平坦部もしくは丸みが付けられてるネジをいいます。
主に締結に使われる最も一般的な形状です。
角形状
山の断面が正方形に近い形状のネジです。
ネジ山に強い力がかかる場合に利用されます。
主に動力伝達に使われ、ジャッキや万力などに使われてます。
台形形状
山の断面が台形になったネジです。
角ネジよりも丈夫で旋盤などの工作機械の送り用のネジなど正確な運動伝達を要する場合に用いられます。
のこ歯形状
山の断面が非対称形のネジです。
主に軸方向に対して一方向にのみ力が働く場合に用いられます。
丸形状
山の断面が半円形のネジです。
電球の口金などに用いられています。
螺子穴で一番よく確認する事は有効長さです。
ネジ穴は加工上、どうしても先端(穴の一番奧)が三角の山形になってしまいます。しかし、その▽部分にはネジが入りません。そこで、お客様が必要とする有効長さを確認させていただいております。
これ以外にも、ネジの頭部分が円形や、六角形か、四角形か。
また、ネジを締める道具により、(十) (-)溝が必要かなど、様々な確認点があります。
ネジ(螺子)穴強化部品
黒鉛(カーボングラファイト)は欠け易い為、母材の強化や、抜け防止、螺子山の保護、接着度を上げたり、補修を行える螺子穴部品が有ります。
ここでは、ヘリサートとイリサート(工ンザート)の違いを紹介いたします。
ヘリサート
強い締め付けを必要とする箇所や、繰り返し使用され耐久性が求められる箇所に用います。
バネ形状なので、挿入時、ピッチ飛びが発生しないように気をつけたり、工具引っかけ部(タング)を折り取る必要があり、手間が掛かります。
イリサート(工ンザート)
簡単に螺子山の補修が行え、端部まで施工が可能で、母材螺子山の強度を上げることが出来ます。加工は楽ですがヘリサートより締め付け強度が多少劣ります。
イリサートは金属部品になる為、真鍮メッキ製や、ステンレス製など材質が選べます。
また長さも標準品から特注品まであります。

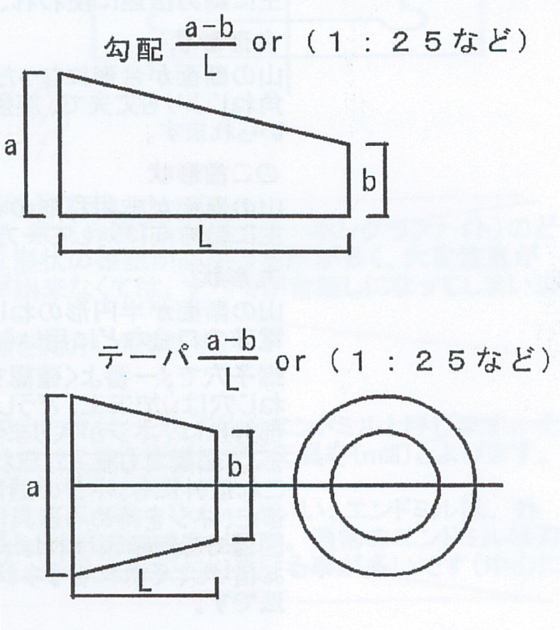
勾配、テーパ加工
勾配とは
平面の形状に対してその一辺が傾斜している形状をさします。
道路標識の勾配の角度指示と同じです。垂直距離対水平距離の比で示します。
テーパとは
上下もしくは左右の方向に向かって対象に傾斜が付いている形状をさします。円錐 (えんすい)や四角錐などの傾きをしめします。
ブラウンアンドシャープテーパ(Brown &Sharpe Taper)
古いフライス盤や研磨盤、フライス盤などに使用されている。テーパーは1 /24です。記号はB&S
モールス・テーパ(Morse Taper)
旋盤・フライス盤・ボール盤のスピンドルやテーパーシャンクドリルに使われている。テーパはおよそ1 /20です(サイズにより変わります)記号は MT
ジャコブス・テーパ(Jacobs Taper Holder)
ドリルチャック用に使われる。ジャコブステーパ寸法表を参考にし、JT番号より形状の確認をする。
ナショナルテーパ(アメリカンスタンダードテーパ)
フライス盤の主軸に使われる。7/24(16°35.6’)のテーパです。記号は、NST(NT)
ボトルグリップテーパ
マシニングセンタなどで使用される。7/24のテーパです。記号はBT など、様々な規格があります。
その他の形状
ハニカム形状
ハニカムとは英語で(honeycomb structure) =「蜂の巣」という意味です。蜂の巣と似たような形をしていることから名付けらました。
ハニカム構造とは正六角形または正六角柱を隙間なく並べた構造の事で、ハニカム加工とはその形状に加工を行う事を指します。
正六角柱に限らず立体図形を隙間なく並べたもの(3次元空間充填)を広くハニカムと呼ばれています。
ディンプル加工
ゴルフボールの表面のように、物体表面を連続的に半球状にへこませる加工のことをいいます